
本記事では、前回の記事で概要を説明した、MSA(測定解析システム)の偏り分析について詳しく解説します。MSAの中では基本の分析になると思うので、はじめに解説することにしました。この記事を読めば、偏り分析の意味と評価の具体的な方法を理解できます!
なお本記事は、『岩波好夫(2017) 図解IATF16949 よくわかるコアツール-APQP・PPAP・FMEA・SPC・MSA-』を参考に作成しています。詳しく勉強したい方は、ぜひご一読ください。
偏り分析の意味と評価方法
偏り分析の意味と解釈
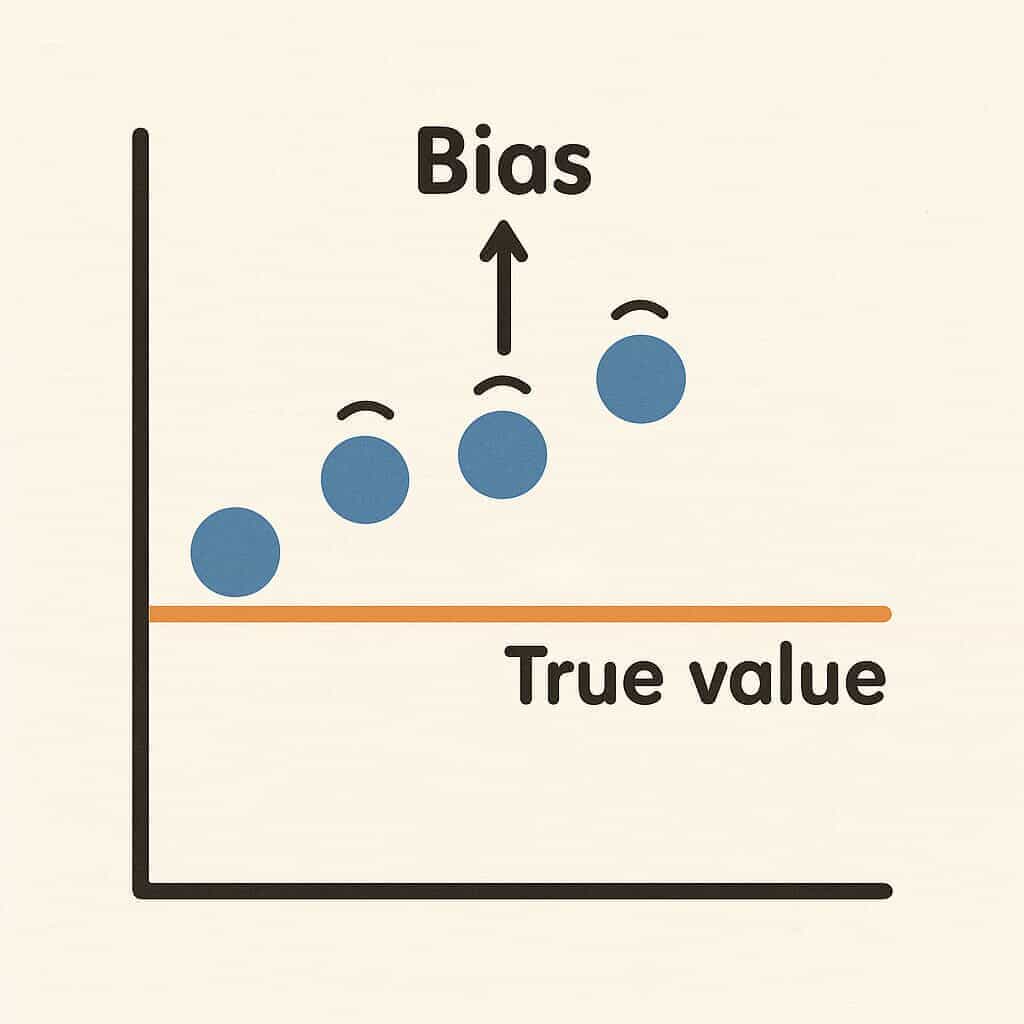
前回のブログでも紹介しましたが、偏りは、1つの基準値(あるいは真の値)に対する、測定の平均値のズレを言います。測定の仕方に癖がないか、あるいは測定器そのものの校正に問題がないかを判断するために実施します。
偏り分析の結果は、t検定を使った信頼区間の分析から実施します。t検定の詳しい解説は、以前のブログに譲ります。t検定に合格すれば、測定システムは真の値を測定出来ていると判断します。
偏り分析に合格しないと、あとに続く直線性や安定性は間違いなく不合格になります。これは、直線性や安定性が、測定システムに偏りが無いことを前提としているためです。偏りの分析はMSAの基礎となるため、はじめに実施すべき事項と言えます。
偏り分析の具体的な評価方法
それでは、偏り分析の具体的な方法を解説します。準備するものは以下になります。
- 基準サンプル(必ず1つ)
- 測定器
- 測定者(保証された基準サンプルでなければ、3名以上)
1. 基準サンプルの値の設定
まずは基準サンプルの値を設定します。値が校正機関で保証されているサンプルを準備できるなら、そのサンプルを使用して測定を実施します。そのようなサンプルを用意出来ないなら、通常の測定の範囲の値を示すであろうサンプルを基準サンプルとし、複数人(あるいは熟練の評価者1名)で10~11回ずつ繰り返し測定した平均値を基準値とします。
2. 測定の実施
基準サンプルと基準値が決まったら、測定を行います。測定は、必ず基準サンプルを用い、一人の測定者が11回の繰り返し測定を実施します。基準値を作成するための繰り返し測定を実施していれば、一人の測定者の結果を抜き出しても構いません。
3. t検定による合否判定
繰り返し測定が完了したら、最後にt検定を使った合否判定を行います。「基準値が正しい」という仮説のもと、基準値が正しくない可能性(=p値)が、p < 0.05であるかどうかで判定します。p < 0.05なら合格です。繰り返しになりますが、t検定の詳しい方法は以前のブログに譲りますので、ぜひ御覧ください。
もしp ≧ 0.05ならば、測定システムは偏りがあると判定されます。偏りがあると判定された場合、以下の可能性が考えられるため、是正を行う必要があります。
- 測定器が校正出来ていない、あるいは故障している
- 評価者の技術に課題がある
- 測定環境に問題があり、値が安定しない
是正を行ったのち、再度偏りの評価を行い、合格するまで上記1~3を繰り返し実施します。
まとめ
以上、今回の記事ではMSAの偏り分析について、詳しく解説しました。
- 偏り分析はMSAの基礎であり、測定システムがズレなく真の値を返すかを評価する。
- 偏り分析はt検定を用いて合否判定をする。
- 評価のための測定は、1つの基準サンプルを使った繰り返し測定になる。
- 不合格となった場合は、装置や測定者、測定環境などに注目して是正を行う。
MSAを行うときは、まず偏り分析から実施することを推奨します。ゲージR&Rのほうが有名で、まずはそちらを実施したくなりますが、はじめに偏り分析を実施しないと、測定システムが正しい値を返してくれるかわかりません。
今後は、安定性や直線性、ゲージR&Rについても詳しく解説します。


コメント