はじめに:記事の目的と想定読者
この記事では、製造業で欠かせない工程能力指数(Cp・Cpk)について、初心者にもわかりやすく解説します。以前の記事でCpkについて紹介しましたが、今回はCpとCpkの違いを比較しながら、Pythonを使った計算方法も詳しく説明します。
対象読者:
- 製造業のエンジニア
- 量産検討を進める開発職の方
- 研究成果を製品化したい研究職の方
工程能力指数を理解することで、品質管理や工程改善の第一歩を踏み出しましょう!
工程能力指数とは?Cp、Cpkの違い
そもそも工程能力とは?
そもそも「工程能力指数」とは何でしょうか?ざっくばらんに言うと、「不良品を出す可能性を測る指標」です。つまり、「工程能力指数が高い」 = 「不良品を生産する可能性が低い」ことになります。不良品を生産する可能性が低ければ製品の収益性も高く、顧客へ不具合品を出荷してしまうリスクも低いことになります。工程能力指数を把握することは、生産現場の状況を知る第一歩になります。
一方、工程能力指数はCpとCpkの2つの指標があります。この2つの指標は混同されやすいため、比較を交えつつ以下で詳しく解説します。
工程能力指数Cpとは?規格とばらつきの関係
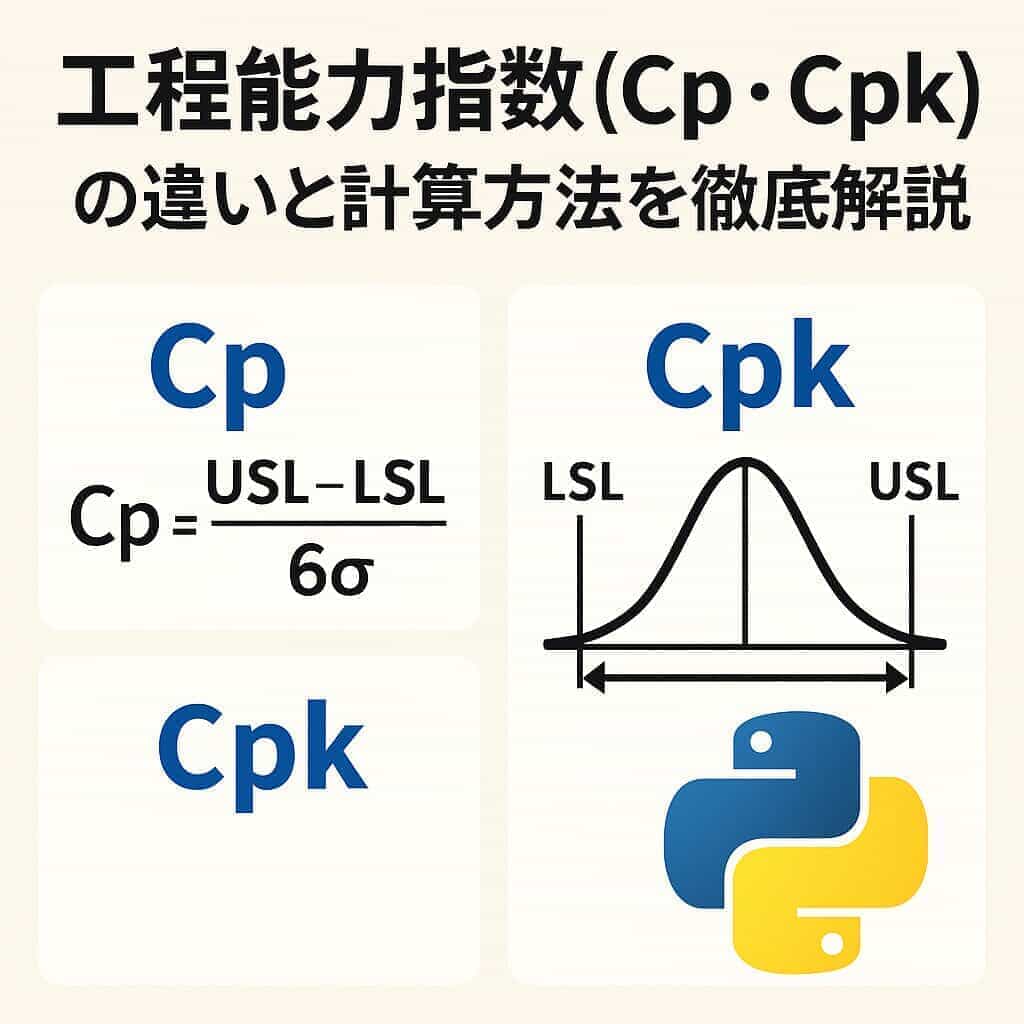
まず、1つ目の工程能力指数Cpから解説します。Cpは製品規格の上下限の幅と、製品特性のばらつきの比です。計算式は以下になります。6σは製品特性の変動の95%をカバーできると考えられるため、Cp = 1なら95%の製品は特性の上下限に収まると判定できます。Cp > 1.33なら製品特性は規格内に99.7%収まると考えられるため、通常なら良好な工程能力指数であると判定されます。自動車産業では、より厳しくCp > 1.67を求められます。
まとめると、Cpは、工程が、製品規格に対して、製品特性のばらつきを95%以下に収められているか?を基準にしていると言えます。
x: 製品特性として、
Cp = (xmax - xmin)/6σ
xmax: xの管理上限値
xmin: xの管理下限値
σ: xの標準偏差工程能力指数Cpkとは?平均値の偏りを考慮
では、もう一つの工程能力指数CpkとCpの違いは何でしょうか?詳細は以前の記事に譲りますが、Cpkは特性の規格上限と下限それぞれに対して、実際に作った製品の平均とそのばらつきがどの程度余裕があるかを見ています。
つまり、Cpは製品特性の平均値がちょうど上下限の中央にある場合や、平均値を気にしない場合に有効で、Cpkは製品特性が上限あるいは下限に寄っているときに使うことが多いです。実際製品特性は、特性の平均値は規格の中央に対して偏りがあります。そのため、工程能力指数としてはCpkを多用します。
Pythonを使って工程能力指数Cpを計算
最後に、CpをPythonを使って計算する方法を紹介します。今回は特性xについて、どの程度工程能力Cpがあるかを計算してみます。計算の結果、Cp = 1.06であり、Cp < 1.33のため、工程能力は不十分で改善の必要があることが分かります。工程能力の不足を把握したあとは、ばらつき(=σ)を小さくするためにはどうすれば良いか?具体的な検討を実施する流れになります。
import numpy as np
# 仮の特性データx(30個)
data = np.array([
10.2, 9.9, 10.1, 10.0, 10.3, 10.2, 9.8, 10.1, 10.0, 9.9,
10.2, 10.0, 9.8, 10.1, 10.0, 9.9, 10.3, 10.1, 9.7, 10.0,
10.1, 10.2, 9.8, 10.0, 10.1, 9.9, 10.0, 10.2, 9.8, 10.0
])
# 規格値
xmax = 10.5
xmin = 9.5
# 標準偏差を計算(不偏分散)
sigma = np.std(data, ddof=1)
# Cp計算
Cp = (USL - LSL) / (6 * sigma)
print(f"標準偏差 (σ): {sigma:.4f}")
print(f"Cp値: {Cp:.4f}")
#計算結果
#標準偏差 (σ): 0.1569
#Cp値: 1.0624まとめ
今回は工程能力指数について解説しました。
- 工程能力指数は、「不良品を出す可能性の程度を測る指標」
- 工程能力指数はCpとCpkの2つの指標がある
- Cpは特性の規格の上下限の幅と実際の製品のばらつき6σとの比
- Cpkは規格の上限と下限それぞれに対する、製品特性のばらつきと平均の余裕を見ている
- 工程能力指数はいずれも1.33より大きいかが一つの指標
工程能力指数を活用して、製造現場の品質管理を強化しましょう!他にもMSAやGR&Rなど製造に役立つ知識をわかりやすく説明していくので、遊びに来てください!質問のお待ちしております!
また、参考文献として、以下の書籍は名著です。ぜひご一読ください。






コメント