
はじめに: 本記事の概要と想定読者
本記事はSPC(統計的工程管理)の概要をなるべく優しく、数式を用いずに解説します。想定読者は以下の方々になりますので、ご興味あればぜひご一読ください!なお、本記事は『岩波好夫(2017) 図解IATF16949 よくわかるコアツール-APQP・PPAP・FMEA・SPC・MSA-』を参考に執筆しています。最新は4版で、大幅に内容拡充されているようなので、ぜひご一読ください。
想定読者:
- 製造業のエンジニア
- 量産検討を進める開発職の方
- 研究成果を製品化したい研究職の方
- 品質管理業務に携わる方
SPC(統計的工程管理)の概要と重要性
SPCの概要
SPCとは、Statistical Process Controlの略で、日本語では統計的工程管理と呼びます。IATF16949で指定されたコアツールの一つで、その名の通り、製造工程を統計的な手法を用いて管理・改善することを指しています。統計的な手法と言っても、使用する指標は、平均や範囲、標準偏差(σ)など、基本的なものを使用します。標準偏差までわかっていれば、それ以上に複雑な計算を使うことはありません。
これら指標を使って、特性の分布や管理図を用いた経時変化などから、工程の生産能力や安定性を把握し、異常の検知とその改善につなげていきます。
では、基本的な統計指標を使ったSPCが、なぜ工程の異常の検知や改善のための強力なツールとなりうるのでしょうか?次項ではその理由を詳述します。
SPCを使うと異常の検知や改善ができる理由
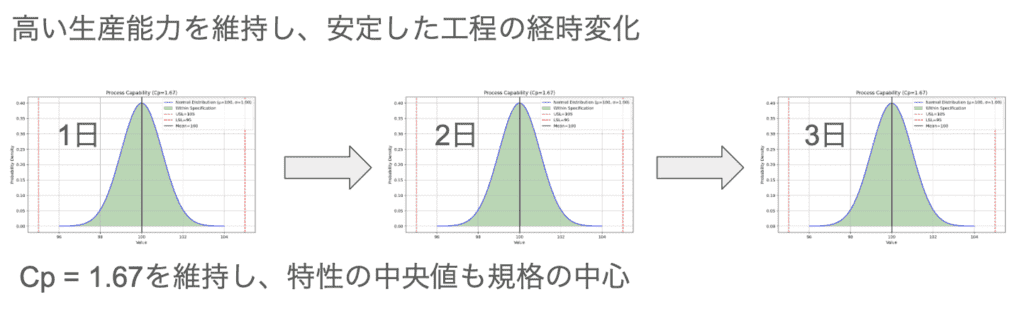
SPCを使うと、なぜ異常の検知やその改善につなげることができるのか?それはずばり、SPCによって工程のばらつきとその経時変化を把握することが出来るからです。製造工程には、原料や装置、作業者、環境などに起因するばらつきがあり、結果として製品の特性に分布が生じます。定常状態で生産している際の特性の分布を把握すれば、工程の生産能力(合格品を作り続ける能力)を理解できます。
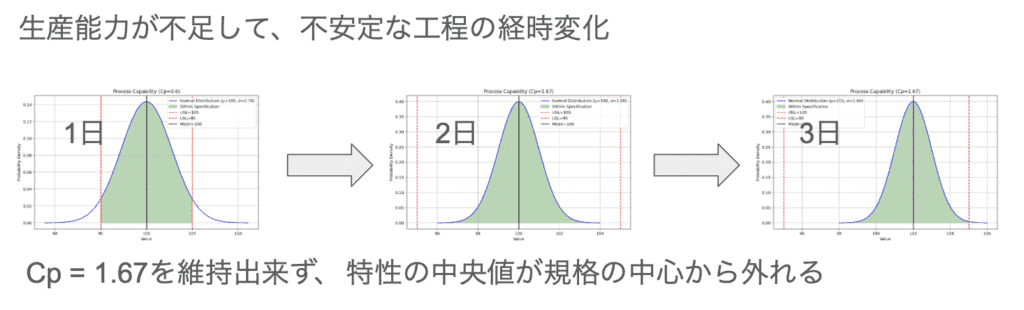
また、日ごとや月ごとなど、言っていいの期間ごとの製品特性のばらつきを比べれば、特性の分布や平均の経時変化を知ることが出来ます。分布や平均の経時変化が小さければ、安定した生産工程と言えます。一方で、これらの経時変化が大きく、期間に依っては不合格品を多発させてしまうような場合は、不安定な工程と言えるでしょう。
管理図の役割と活用方法
SPCで利用される管理図は、上の画像で示したような特性の指標の経時変化を抜き出してプロットし直したものです。管理は、X̄-Rを筆頭にX̄-s、X̄-MRなど様々なものがあります。いずれも共通するのは、平均値と範囲や標準偏差などの統計指標の経時変化を把握するために存在している、という点であり、生産能力と安定性の把握のために使われます。管理図は工程ごとに適したものを使う必要があります。
SPCの限界:万能ではない理由
SPCを使って生産能力や工程の安定性を上げよう!のような発言を聞くケースもあるかもしれません。しかし、SPCはあくまで生産能力や工程の安定性を把握するためのツールです。ツールを使えば改善することが出来ると考えてしまいがちですが、間違いです。
SPCを使えば工程の現状を把握することが出来ますが、生産能力や安定性が低い原因は見えません。SPCはあくまで改善のツールであり、実際の改善のための原因究明や工程の改良はエンジニアリングの領分になります。
まとめ:SPCのポイントの振り返り
以上、SPC(統計的工程管理)について概要を解説しました。
- SPCはIATF16949で定められたコアツールの一つであり、製造工程を統計的な手法を用いて管理・改善する手法
- 平均や標準偏差などの指標を元に、工程の生産能力や安定性を把握し、異常の検知とその改善につなげる
- 製品特性の分布や平均値などの経時変化を把握するため、管理図を利用する
- SPCはあくまで特性の経時変化を把握するツールであり、改善はエンジニアリング次第
IATF16949のコアツールについてより詳しく知りたい方は、下の記事もご参照ください!MSAについて詳しく解説を行っているので、ぜひご一読ください。今後は管理図について詳しく解説するので、お待ちいただければ幸いです。



コメント